
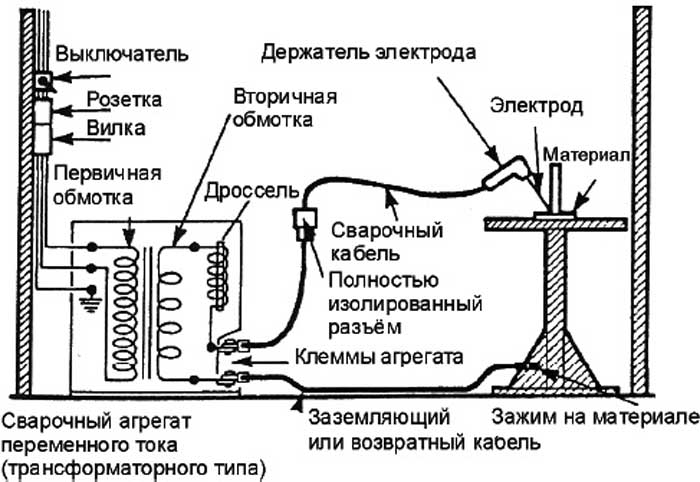
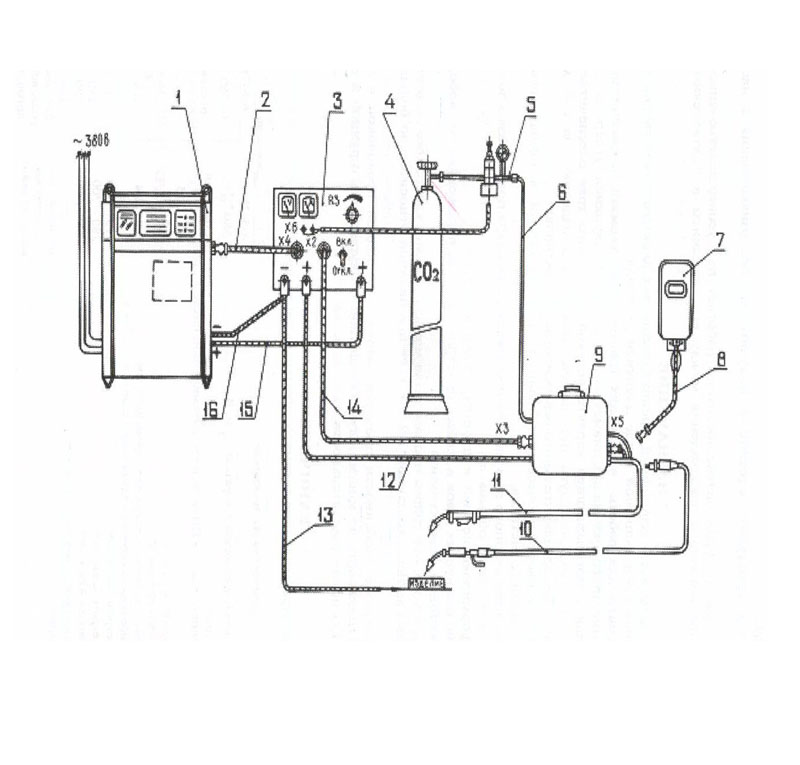
Схема самодельного сварочного полуавтомата.
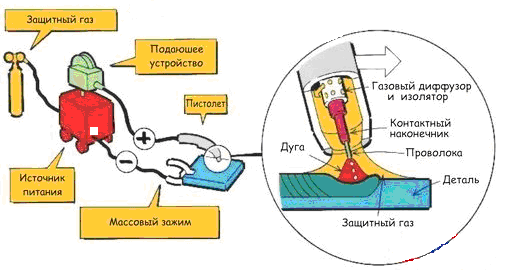
Данное оборудование применяется для выполнения дуговой сварки с помощью плавящего электрода в защитной среде. А принцип действия тот же — полуавтоматическая сварка при помощи электродной проволоки. В полуавтоматах в качестве электрода применяется тонкий пруток, изготовленный из стали или алюминия. Сварочный станок в автоматическом режиме подает проволоку к точке соединения, то есть в рабочую зону. Сварщик в ручном режиме задает и контролирует скорость выполнения сварки.


.png "Виды сварки полуавтоматом")












Заказать звонок. Почтовый адрес: Москва, Волгоградский пр-т, д. Сварочный полуавтомат — устройство для сварки разных типов сталей и других металлов.
- Полуавтоматическая сварка – настройка режимов
- Полуавтоматическая сварка — это один из самых популярных методов соединения металлических деталей, который применяется как на производстве, так и в быту. С его помощью можно добиться максимальной производительности даже новичку, не имеющему многолетнего опыта.
- Заказать звонок. Почтовый адрес: Москва, Волгоградский пр-т, д.
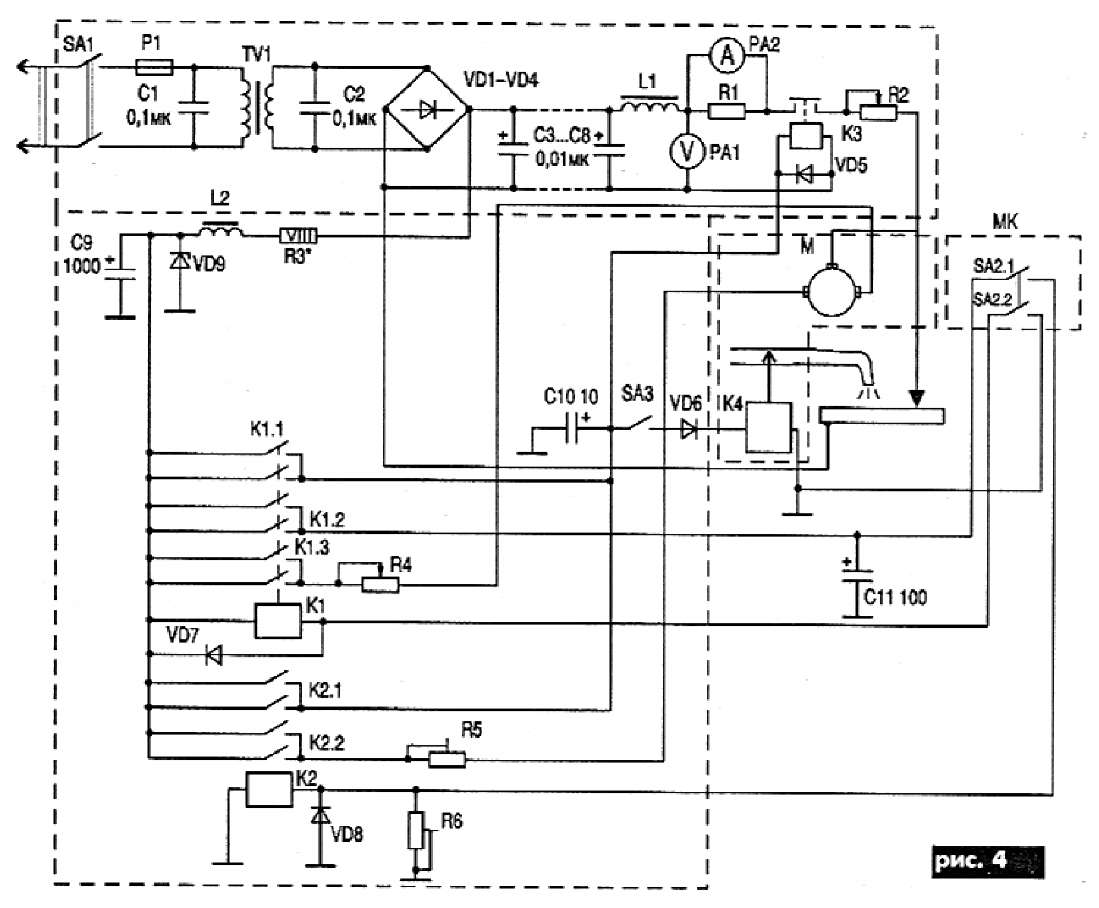
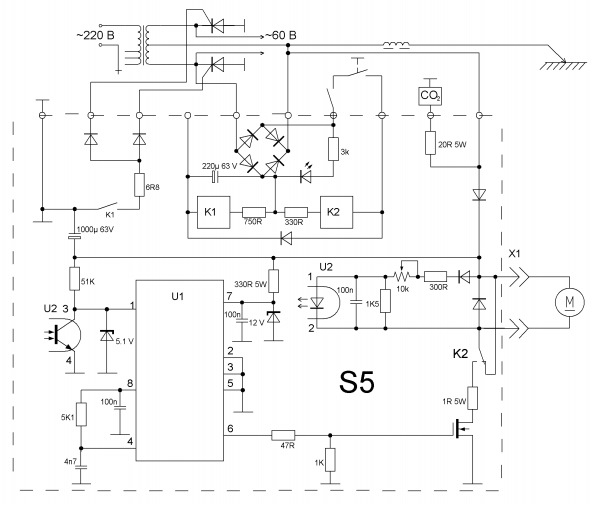
- Представляем вам еще одну схему сварочного полуавтомата с регулировкой тока по первичной обмотке. Вариантов регулирования сварочного тока очень много, есть вариант в тиристорном исполнении по первичной обмотке, тиристорная по вторичной, галетная по первичной и так далее.
- Преимущества электрической схемы инвертора
- В публикации, подготовленной совместно с опытными сварщиками, просто и доступно объясним, что такое полуавтоматическая сварка, где она применяется и в чем заключаются преимущества метода.
- Технология полуавтоматической сварки предполагает использование сварочной проволоки в качестве расходуемого плавкого электрода. Проволока подаётся автоматически, что повышает точность заполнения сварочной ванны, скорость сварки и производительность не требуется время на остановку для смены стержневых электродов.
- Сварочные полуавтоматы предназначены для соединения металла с помощью специальной проволоки в среде инертных или активных газов.
- Когда целесообразно переделывать инвертор в полуавтомат
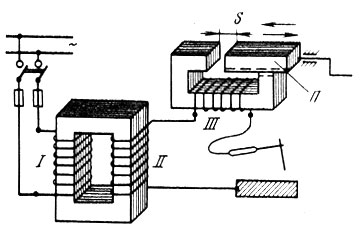
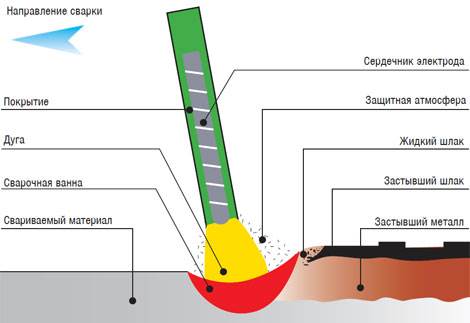
- Полуавтоматическая сварка отличается от ручной дуговой сварки тем, что механизируется подача электродной проволоки в сварочную зону, а остальные операции процесса сварки выполняются сварщиком вручную.
- Данная схема работает в ручном режиме сварки и автоматическом точеном , то есть можно варить точками. Перебрав много схем сварочных аппаратов мы пришли к выводу, что сварочный полуавтомат должен работать следующим образом:.
- Новокузнецк, Кемеровская обл. Логин: Пароль Забыли?



Купил я как то свой полуавтомат трансформаторный. Ну думал мне его хватит на долго, так как я планировал его для сварки и ремонта кузовов автомобиля. В итоге я был разочарован тем, что тонкий металл он просто сжигал в момент касания сварочной проволоки о свариваемую поверхность. А толстый металл примерно 4 мм толщины он просто не проваривал как следует.
.jpg)
Похожие статьи
- Вышивка крестом схемы мама и ребенок
- Поделка мостика своими руками - Как сделать мост из спичек своими руками, схема сборки
- Связать вязаное пальто спицами - Вязание, пальто Наталья Корякина Простые схемы. Экономим время на
- Схема вязания правыми и левыми - Вязание спицами - как читать схемы? Для начинающих. Обсуждение на